Precision Deep Hole Drilling Service
Our Precision Deep Hole Drilling Service provides accurate, high-quality drilling for deep, narrow holes in materials like metal and alloys. Using advanced equipment, we achieve tight tolerances, smooth surfaces, and efficient aspect ratio 50:1 to 100:1 hole depths.
- Rapid Drilling Prototyping Service
- Low Volume CNC Drilling Service
- CNC Drilling Mass Production Service
- One Stop CNC Drilling Service
Upload Your Design for Free Instant Quote
All uploaded files are secure and confidential
CNC Vs EDM Deep Hole Drilling
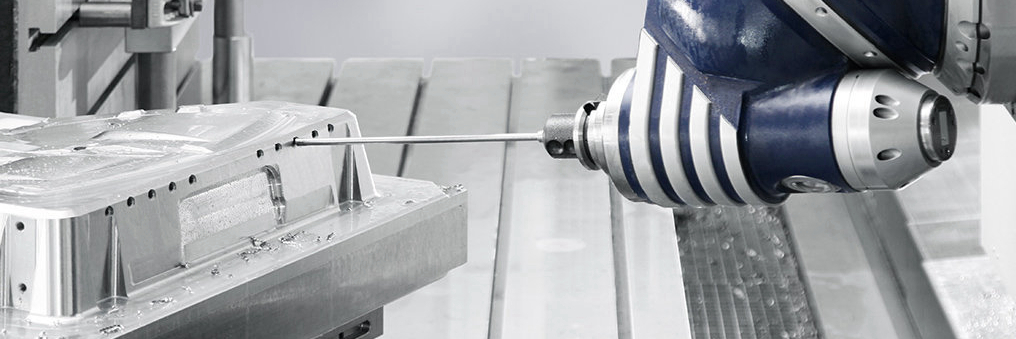
Our CNC & EDM Deep Hole Drilling Service combines precision machining with electrical discharge technology to achieve deep, narrow holes with exceptional accuracy. Ideal for hard-to-machine materials, it ensures high-quality results, tight tolerances, and smooth finishes for demanding applications.
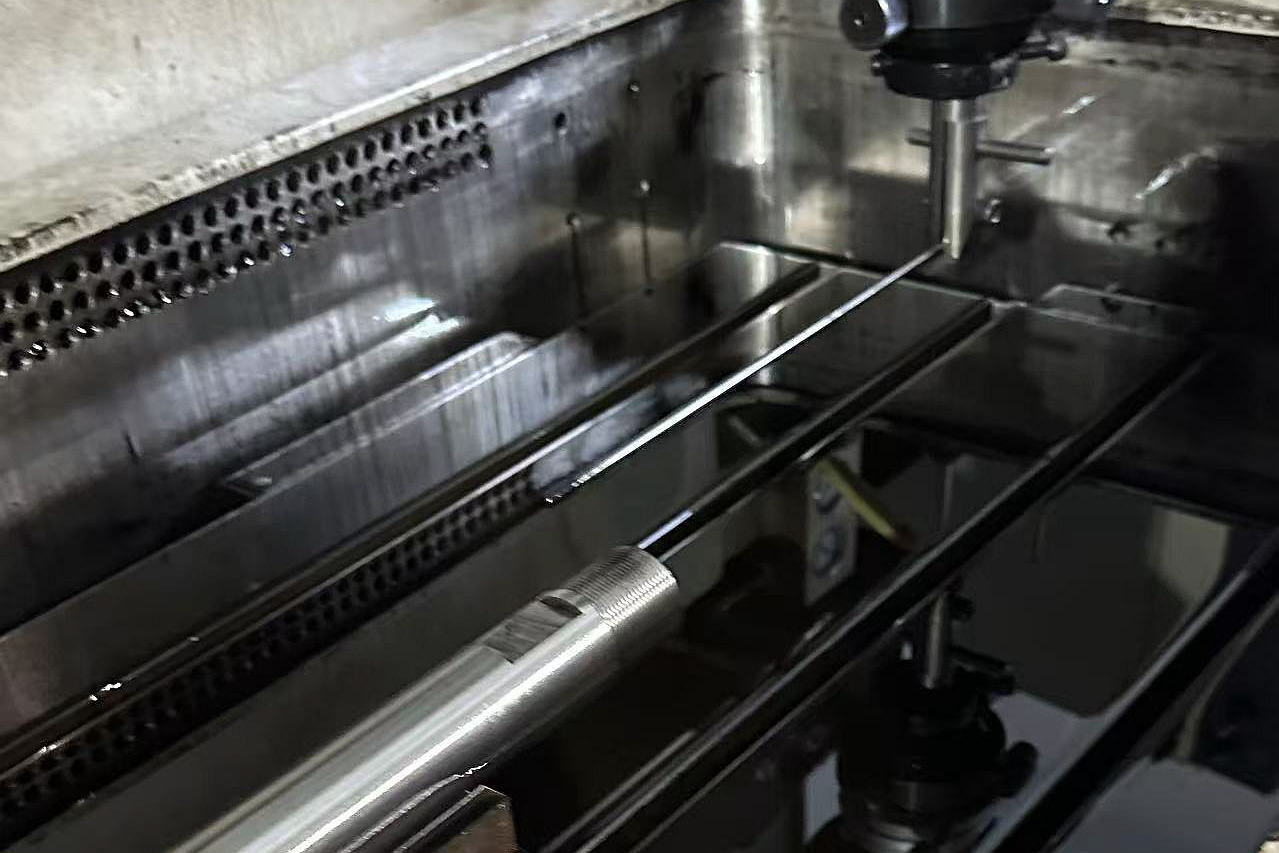
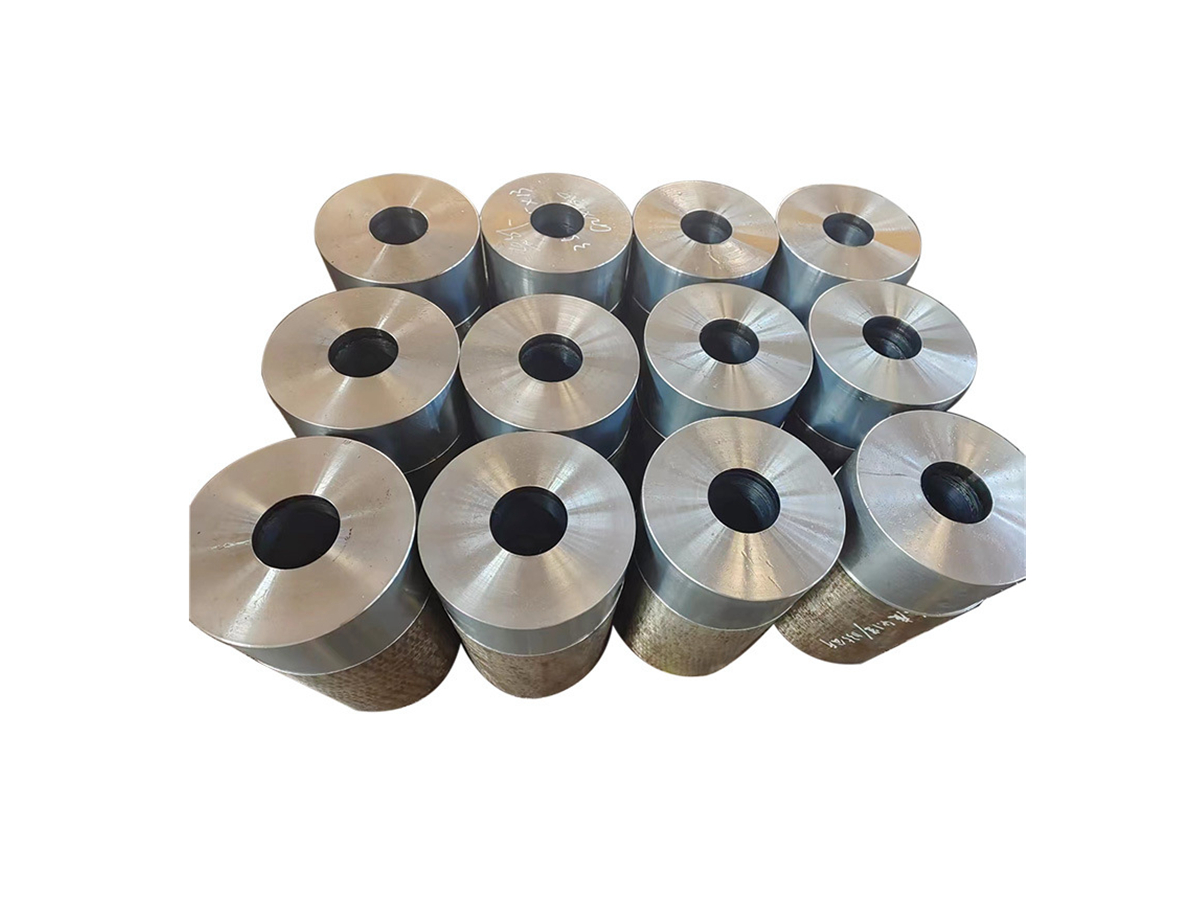
CNC Deep Hole Drilling offers precise and efficient drilling of deep, narrow holes with a max aspect ratio of 50:1 in various materials. We achieve tight tolerances, smooth surfaces, and consistent hole depths using advanced CNC technology, ensuring high-quality results for complex applications.
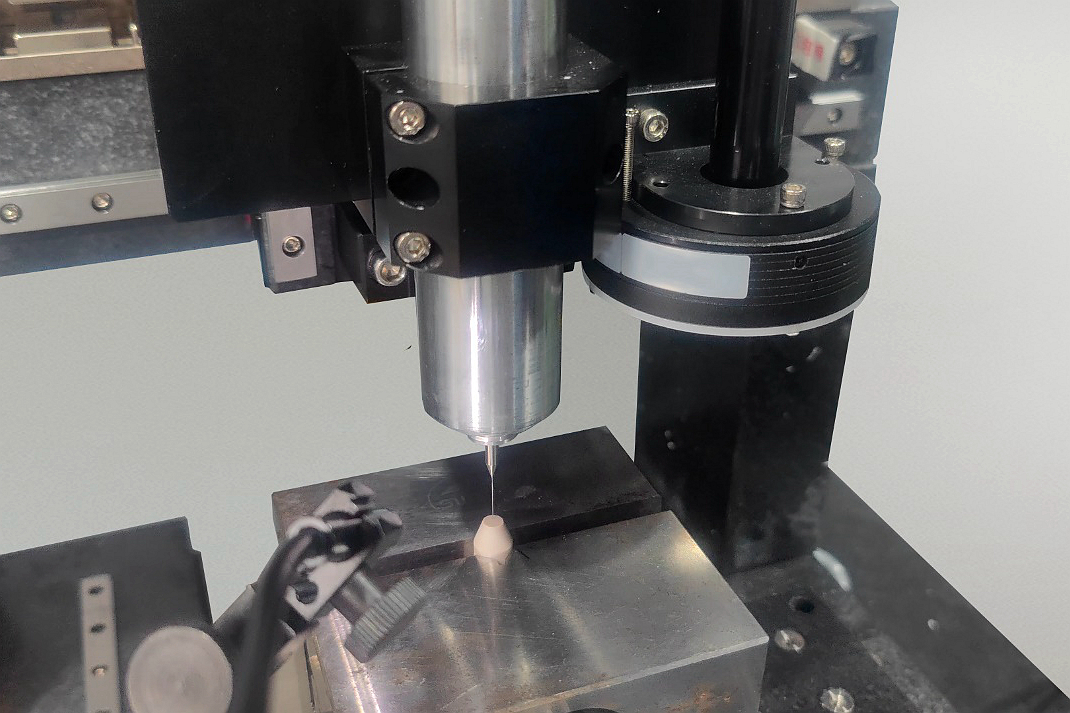
EDM Deep Hole Drilling utilizes electrical discharge machining to create deep, narrow, high-precision holes with a max aspect ratio of 100:1 in hard materials. This process ensures tight tolerances, smooth finishes, and minimal material stress, making it ideal for complex or challenging drilling applications.
EDM Deep Hole Drilling utilizes electrical discharge machining to create deep, narrow, high-precision holes with a max aspect ratio of 100:1 in hard materials. This process ensures tight tolerances, smooth finishes, and minimal material stress, making it ideal for complex or challenging drilling applications.
CNC Deep Hole Drilling offers precise and efficient drilling of deep, narrow holes with a max aspect ratio of 50:1 in various materials. We achieve tight tolerances, smooth surfaces, and consistent hole depths using advanced CNC technology, ensuring high-quality results for complex applications.
EDM Deep Hole Drilling utilizes electrical discharge machining to create deep, narrow, high-precision holes with a max aspect ratio of 100:1 in hard materials. This process ensures tight tolerances, smooth finishes, and minimal material stress, making it ideal for complex or challenging drilling applications.
CNC Deep Hole Drilling offers precise and efficient drilling of deep, narrow holes with a max aspect ratio of 50:1 in various materials. We achieve tight tolerances, smooth surfaces, and consistent hole depths using advanced CNC technology, ensuring high-quality results for complex applications.
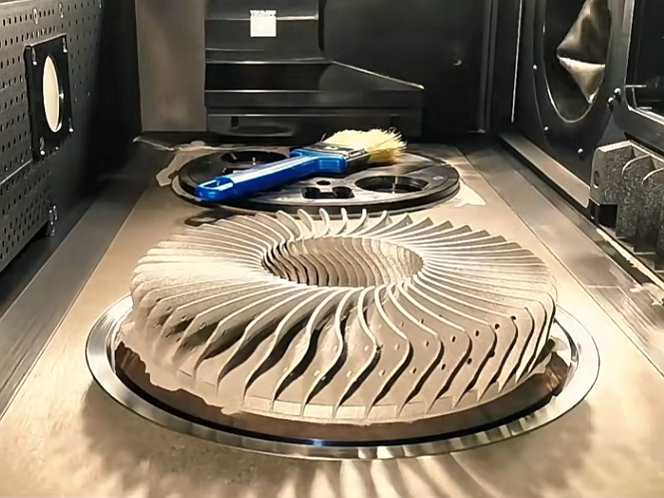
CNC & EDM Deep Hole Drilling Applications
CNC & EDM Deep Hole Drilling Applications cover various industries, providing precision drilling for components like turbine blades, fuel injectors, and hydraulic passages. This process ensures tight tolerances, smooth finishes, and optimal performance for complex, deep-hole requirements.

Key Materials for Precision CNC Drilling
CNC drilling is essential for precision machining of various materials, including superalloys, titanium, aluminum, copper, brass, bronze, carbon steel, stainless steel, plastics, and ceramics. Each material offers unique characteristics, such as strength, corrosion resistance, and machinability, making them suitable for different industries. CNC drilling ensures high-quality, accurate cuts and holes for complex applications in manufacturing, aerospace, automotive, and more.

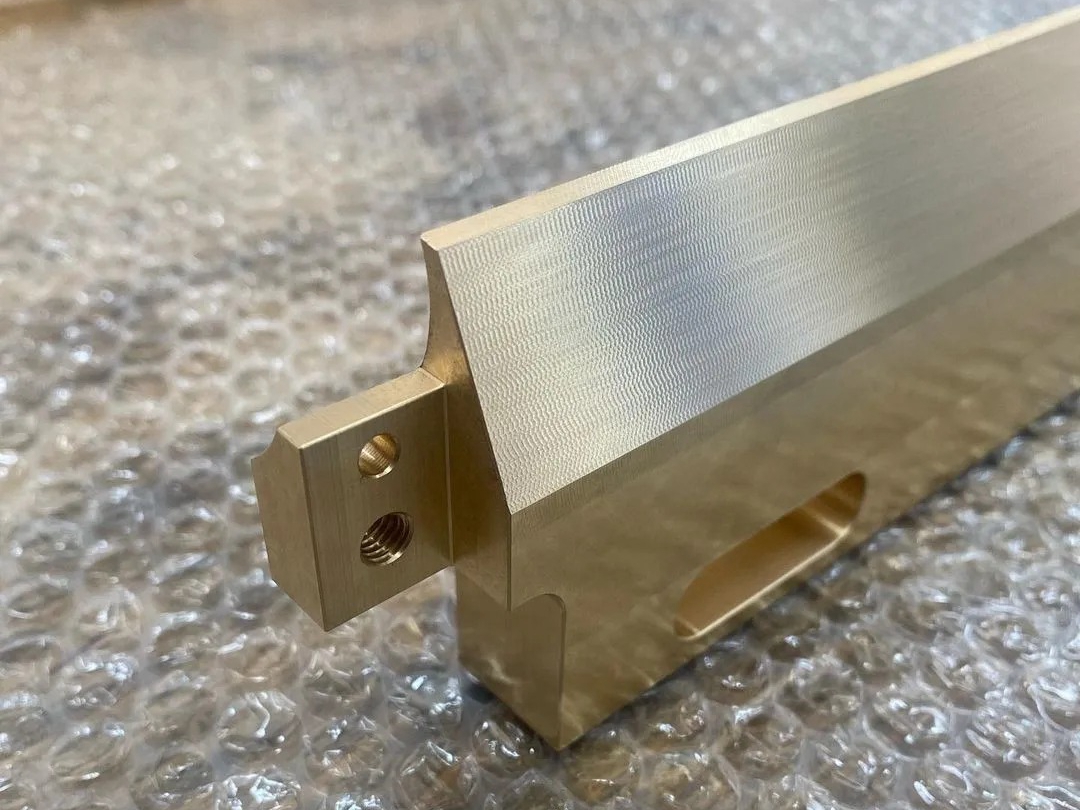
Surface Finishings CNC & EDM Deep Hole Drilling Parts
Surface Finishings for CNC & EDM Deep Hole Drilling Parts enhance part durability and functionality. We offer a variety of finishes, including polished, ground, or smooth surfaces, ensuring tight tolerances, minimal friction, and optimal performance for precision components.

learn more
Thermal Coating
learn more
As Machined

learn more
Painting

learn more
PVD (Physical Vapor Deposition)
learn more
Sandblasting
learn more
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating

learn more
Electropolishing

learn more
Passivation

learn more
Brushing

learn more
Black Oxide

learn more
Heat Treatment

learn more
Thermal Barrier Coating (TBC)
learn more
Tumbling
learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
UV Coating

learn more
Lacquer Coating

learn more
Teflon Coating
CNC & EDM Deep Hole Drilling Case Study
Our CNC & EDM Deep Hole Drilling Case Study highlights successful projects across various industries, showcasing how precision drilling techniques achieve tight tolerances, improve part performance, and meet complex design requirements. Explore our proven solutions for challenging deep-hole applications.











Let's Start A New Project Today
CNC & EDM Deep Hole Drilling Tolerance Suggestion
CNC & EDM Deep Hole Drilling Tolerance Suggestions provide guidelines for achieving precise, high-quality results. For standard applications, tolerances of ±0.1 mm are typical, while precision drilling can achieve ±0.02 mm to ±0.05 mm, depending on the complexity and material.
CNC & EDM Deep Hole Drilling Design Guideline
CNC & EDM Deep Hole Drilling Design Guidelines ensure precision and efficiency in creating complex holes. Recommendations include optimal radii, hole design ratios, thread specifications, and surface finishes, helping achieve tight tolerances and smooth, high-quality results across various applications.
Frequently Asked Questions
Explore Related Resources



Neway Precision Works Ltd.
No. 3, Lefushan Industrial West Road
Fenggang, Dongguan, Guangdong
China (ZIP 523000)
Solutions
Copyright © 2025 Machining Precision Works Ltd.All Rights Reserved.